Proses Double Kontak Pada Industri Asam Sulfat
Proses Double
Kontak Pada Industri Asam Sulfat
Pembuatan Asam Sulfat
dengan proses Double Contact Double Absorb ini terdiri dari beberapa unit
proses yaitu:
1. Preparation Unit
2. Sulphur Handling
3. SO2 Generation
4. SO2 Convertion
5. SO3 Absorbtion Proses tersebut terdiri
dari tahap-tahap tersendiri dan memiliki unit operasi tersendiri sesuai dengan
fungsi dari unit tersebut. Secara garis besar proses tersebut dapat digambarkan
dengan flowchart berikut:
1.
Preparation Unit
Bahan dari sulfur merupakan belerang yang
didapatkan pegunungan
belerang. Kemudian diangkut dengan truk untuk dibawa ke pabrik dan di tampung ke dump hopper.
2.
Tahap Sulfur
Handling
Belerang masuk pada crusher untuk mengecilkan ukuran dan dimasukkan ke melter menggunakan conveyor.
Sulfur dicairkan dengan pemanas steam (steam coil) yang dilengkapi dengan agitator. Waktu yang digunakan
untuk mengendapkan kotoran yang terkandung dalam sulfur disettling pit adalah 48 jam sehingga hanya sulfur bersih yang masuk
ke dirty sulphur pumping pit. Sulfur
cair kemudian dipompakan ke sulphur
filter. Untuk mencairkan sulfur di melter
digunakan steam yang bertekanan 7
kg/cm2 dan untuk menjaga keadaan sulfur tetap cair diperpipaan
digunakan steam jacket dengan tekanan
steam sebesar 4 kg/cm2.
Untuk menjaga sulfur tetap cair temperatur dijaga 135oC. Viskositas
sulfur cair akan menurun dengan kenaikan temperatur, viskositas minimum dicapai
pada temperatur 153oC. Pada temperatur di atas 153oC viskositas sulfur
akan naik dengan cepat. Kondensat steam
dari jacket dikumpulkan dan ditampung
untuk digunakan lagi.
3.
SO2
Generation
Sulfur cair yang bersih dari storage tank dialirkan ke dalam sulphur burner feed pit yang dibangun di
bawah tanah dan dilengkapi steam coil pemanas. Pit ini dilengkapi juga dengan pompa sulfur tipe vertikal, burner feed pump yang mana pompa ini
memompa sulfur cair ke sulphur furnace
dengan tekanan sekitar 10 kg/cm2. Laju alir sulfur cair ke furnace dapat diatur dengan control valve. Sulfur cair yang masuk ke
sulphur furnace di-spray-kan melalui sulphur burner dan direaksikan
dengan udara kering dari drying tower
menjadi gas SO2 dengan reaksi sebagai berikut:
S + O2 → SO2 - 70, 96. 103 Kcal/ kmol.
Pembakaran yang sempurna dimaksudkan untuk melindungi
pemanasan setempat dari refractory
dan penguapan sulfur serta pembentukan NOx. Gas proses panas yang mengandung
SO2 dengan konsentrasi sekitar 10,5%-v didinginkan secara tepat di dalam WHB
dan steam superheater yang mana steam yang
diproduksi adalah superheater steam.
Temperatur gas outlet furnace sekitar 1042oC dan outlet WHB 593oC. WHB
dilengkapi dengan by pass gas untuk menjaga temperatur gas inlet converter.
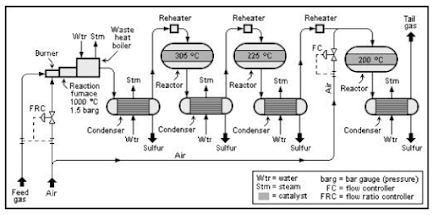
4.
SO2
Convertion
Converter terdiri dari empat bed.
Tiga bed merupakan konverter tingkat pertama dan bed keempat merupakan konverter tingkat
kedua. Setiap tingkat konversi masing - masing mempunyai absorber. Gas proses
yang mengandung gas SO2 dengan temperatur 430oC masuk ke converter bed dimana sekitar 60% dari
gas SO2 diubah menjadi SO3 dengan katalis V2O5 dan reaksi sebagai berikut:
SO2 + ½ O2 → SO3 - 23, 49.
103 Kcal/kmol
a. Gas
outlet bed I yang mengandung SO3
dengan temperatur 611oC masuk ke heat
exchanger I yang mana panasnya diberikan kepada gas yang akan masuk ke bed IV. Gas dari bed I kemudian masuk ke bed II
dengan temperatur 440oC untuk
konversi selanjutnya.
b. Gas
outlet bed II dengan temperatur 521oC
masuk ke heat exchanger II dan selanjutnya keluar pada temperatur 430oC dan masuk ke bed III. Pada heat exchanger
ini panas gas digunakan untuk memanaskan gas yang akan masuk ke bed IV.
c. Gas
outlet bed III banyak mengandung SO3
dengan temperatur 451oC masuk ke economizer
I untuk didinginkan hingga 220oC sebelum masuk absorbing tower I. Sekitar 94% dari gas SO2 dikonversikan menjadi
gas SO3 di tiga bed pertama.
Setelah gas SO3 diserap dengan H2SO4 di Absorber, sisa gas
dengan temperatur 80oC melalui demister
di bagian atas Absorber. Aliran gas tersebut kemudian dipisah secara paralel
dan masing-masing masuk ke heat exchanger
I dan II kemudian aliran gas digabung sebelum masuk bed IV.
Gas sebelum masuk bed IV dipanasi di heat exchanger I dan II. Temperatur gas naik menjadi 420oC.
Konversi terakhir ini dari double contact
terjadi di bed katalis IV. Gas outlet bed IV dengan temperatur 440oC
masuk ke dalam economizer II untuk
didinginkan hingga 190oC sebelum masuk absorbing tower II.
5.
S03
Absorbtion
Udara
atmosfer dihisap dengan air blower
melalui drying tower. Pada drying tower ini
kandungan air dalam udara diserap
H2SO4 dan menghasilkan udara kering. Asam sulfat 98,5 % disirkulasikan melalui drying tower. Udara kering dari air blower yang bertemperatur 109oC
dimasukkan ke sulphur furnace sebagai
udara pembakar untuk oksidasi sulfur. Gas
yang mengandung SO3 dari bed III
dan bed terakhir dari konverter ditambahkan
H2O untuk mendapatkan H2SO4. Kemudian pengenceran H2SO4 selama penyerapan H2O dari udara di dalam drying tower dan penambahan konsentrasi
dari penyerapan SO3 didalam absorbing
tower I dicampur bersama-sama di dalam DT/1st AT pump tank . Apabila konsentrasi H2SO4 di
dalam pump tank ini masih lebih
tinggi dari 98,5%, ditambahkan air (dilution
water) yang tujuannya untuk menjaga konsentrasi tetap 98,5% H2SO4. Kemudian H2SO4 98,5% disirkulasikan di absorbing tower I dan II yang
menghasilkan asam sulfat.
SO3 + H2O → H2SO4 - 32,8 kcal/kmol
Febri Adrian
Komentar
Posting Komentar